高度な技術とノウハウでプラスチック用押出機・成形装置の設計・製作
![]()
液用バック
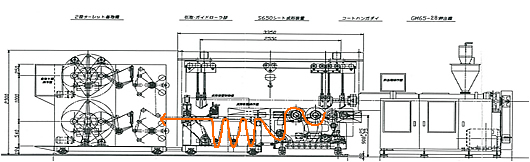
 :シート成形装置 SPVC/他シート成形装置 ・成形速度2~20m/min・W=150~500mm
:シート成形装置 SPVC/他シート成形装置 ・成形速度2~20m/min・W=150~500mm
:シート成形装置
PVC樹脂シート成形装置
- ライン速2~20m/min
- t = 0.3~0.6mm
- w = 150~500mm
- ロール冷却ユニット
- 水冷式10℃~室温
- 200L/min
- 21000Kcal
- 巻き取り機
- ツインターレット式
- 手動式巻付
- Tダイ 巾600mm
- リップ開度0.2~1.0mm
- Tダイ吊り架台
- Tダイ吊り下げ状態にて
- 分解清掃が可能な構造
- シート成形装置
- 横3本ロール式
- エアーシリンダーによる押付
- トリミングユニット付
- 押出機
 65mm、L/D:28
65mm、L/D:28- 使用樹脂
- SPVC、他
- 最大吐出量
- 80kg/h
- シート厚み
- 0.3~0.6mm
- 成形速度
- 2~20m/min
チューブカテーテル・他
 :チューブ成形装置
:チューブ成形装置
A:鉄線被服成形式
A-1:連続成形式
A-2:バッチ成形式
![]()
B:鉄線被服+SUSブレード式
![]()
C:マルチルーメン成形
![]()
D:単純形状+高速成形
E:多層成形
E-1:造影線
E-2:2層
![]()
F:径可変成形
![]()
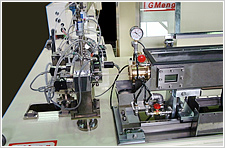
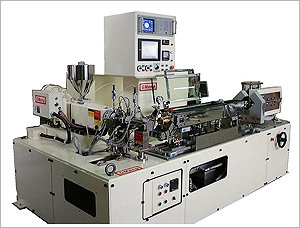
:チューブ・カテーテル成形装置 A-1
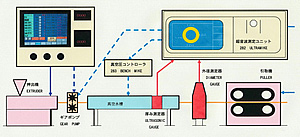
1:細径チューブ成形装置(ユニット式)
- GM20押出機+クロスヘッド+ギヤポンプ
- 真空水槽+真空サイジングフォーマー
- 超音波厚み測定器+外径測定器、 フィードバック制御
- 引取機、チラーユニットを組込
オプション
- サブ押出機
- ワイヤー繰り出し機
- 巻き取り機
- フッ素樹脂対応
:チューブ・カテーテル成形装置 B 〈SUSブレードチューブ用被覆ライン〉

SUSブレードチューブの成形工程
- 上記ラインにて芯線被服したチューブを巻き取る。
- 巻き取った被覆線をブレードラインに移し、ブレードを行う
(*ブレード速度が遅いため、インライン成形は不可) - ブレード線を再度上記ラインにて被覆し、巻き取る。
- 定尺切断し、芯線抜き取り作業を行う。(手動式)
3:SUSブレードチューブ用被覆ライン
- 使用樹脂 PA
- 芯線径 1.05mm (SUS)
- 被覆厚み 50
 ~125
~125 - 引取速度 60m/min(機械MAX)
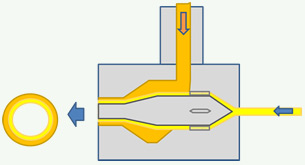
:チューブ・カテーテル成形装置 C 〈マルチルーメンチューブ〉
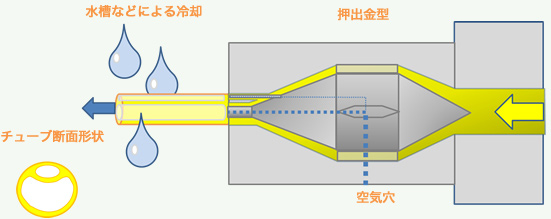
金型の形状を工夫することで、断面形状をコントロールすることが可能です。
但し使用する樹脂が軟質系のものですので、複雑にすぎる場合は、成形難度が高まります。
金型の空気穴は大気圧又は加圧することで、成形時にチューブがつぶれないようにします。
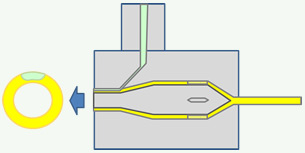
:チューブ・カテーテル成形装置 E 〈多層、造影線チューブ〉
2層チューブ用押出金型
- 押出機2台より樹脂を流し、金型内で合流させます。
- 性格の違う樹脂を合わせることにより、チューブの機能性を向上させることができます。
- 層厚みを変化させることで部分的にチューブの柔軟性を変化させることもできます。
- 5層までの実績があります。
造影線入りチューブ成形
- チューブにレントゲン用の造影線を入れるための金型です。
- 線に連続した線を入れることができます。